


vmc1060 fabrieksmetaal 3-as vertikale cnc freesmasjien sentrum
Voordeel
1. Opsionele CNC draaitafel kan vier-as en vyf-as koördinaat koppeling verwerking vorm.
2. Opsionele outomatiese skyfieverwyderingstoestel, met die bedstruktuur om die interne netheid te verseker;opsionele spilolieverkoeling, ens.
3. Die gietstuk ondergaan twee verouderingsbehandelings om oorblywende spanning in die materiaal uit te skakel.
4. X, Y, Z-rigting gidse kan Taiwan se swaardiens lineêre balgidse kies, wat die eienskappe van vinnige spoed, hoë styfheid, ensovoorts het.

Spesifikasie
| Item | VMC1060 | ||||
| Grootte van werktafel (lengte × breedte) mm | 1300×600 | ||||
| T-gleuf (mm) | 5-18×100 | ||||
| Maksimum laai gewig op werktafel (KG) | 650 | ||||
| X-as beweging (mm) | 1000 | ||||
| Y-as beweging (mm) | 600 | ||||
| Z-as beweging (mm) | 600 | ||||
| Afstand tussen spil neus en tafel (mm) | 100-700 | ||||
| Afstand tussen spilmiddel en kolom (mm) | 667 | ||||
| Spil taps | BT40/50 | ||||
| Maks.spilspoed (rpm) | 8000/10000/12000 | ||||
| Spilmotorkrag (Kw) | 11/15 | ||||
| Vinnige voerspoed: X-, Y-, Z-as (m/min) | 16/16/16 (24/24//24 liner leiding) | ||||
| Vinnige snyspoed (m/min) | 10 | ||||
| Posisionele akkuraatheid (mm) | ±0,005 | ||||
| Herhaal posisionele akkuraatheid (mm) | ±0,003 | ||||
| Outo gereedskap wisselaar tipe | 16 gereedskap kop tipe gereedskap wisselaar (opsionele 24 arm tipe outomatiese gereedskap wisselaar) | ||||
| Maks.gereedskaplengte (mm) | 300 | ||||
| Maks.Gereedskap deursnee | Φ80 (aangrensende gereedskap)/φ150 (nie aangrensende gereedskap nie) | ||||
| Maks. gereedskapgewig (KG) | 8 | ||||
| Gereedskap verander tyd (gereedskap-tot-gereedskap) sek | 7 | ||||
| Lugdruk (Mpa) | 0.6 | ||||
| Masjien gewig (KG) | 7500 | ||||
| Algehele grootte (mm) | 3340*2800*2700 | ||||
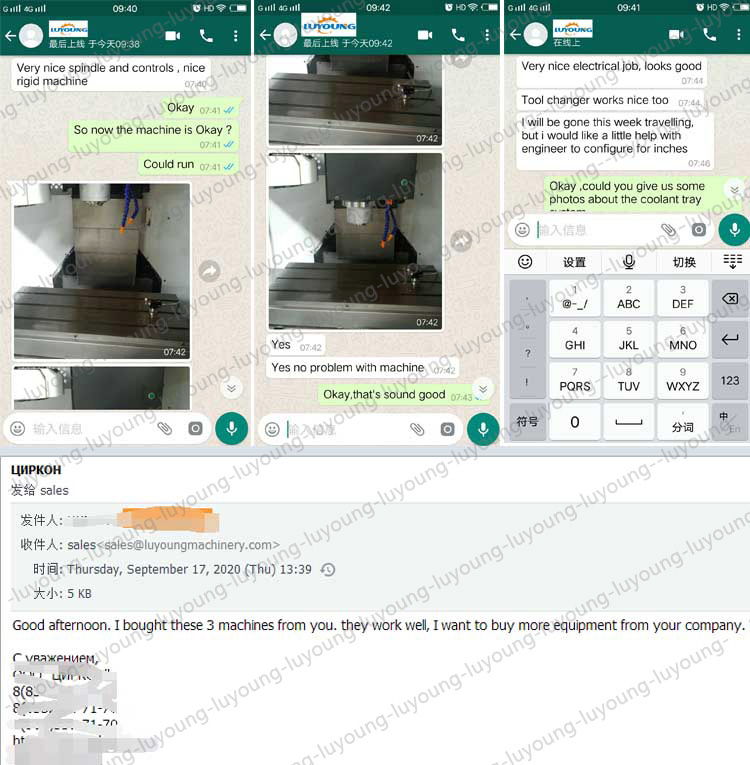
Hoekom ons kies
Ons ontvang baie goeie terugvoer van kliënte, byvoorbeeld:
Baie mooi spil en kontroles, mooi stewige masjien.Baie mooi elektriese werk, lyk goed.
Gereedskapwisselaar werk ook goed.
Ek het 3 masjiene by jou gekoop.Hulle werk goed, ek wil meer toerusting by jou maatskappy koop.
Masjientoetsing
1. Die opsporing van lineêre beweging posisionering akkuraatheid moet uitgevoer word onder geen-las toestande, en laser meting sal voorrang.
2. Herhalende posisionering akkuraatheid opsporing van lineêre beweging, die instrument wat gebruik word vir opsporing is dieselfde as wat gebruik word om posisionering akkuraatheid op te spoor.
3. Opsporing van die terugkeer akkuraatheid van die oorsprong van lineêre beweging.
4. Omgekeerde foutopsporing van lineêre beweging word verskeie kere (gewoonlik 7 keer) gemeet by drie posisies naby die middelpunt en albei kante van die slag, en die gemiddelde waarde van elke posisie word bereken, en die maksimum waarde van die gemiddelde waarde wat verkry word, is die omgekeerde foutwaarde.

Produkte kategorieë
-

BC6085 Fabrieksprysvormende masjiengereedskap met ...
-

TCK25 klein outomatiese hoë kwaliteit bende tipe sl...
-

C6140/C6240 spleetbed metaal middeldraaibankmasjien
-

VMC650 Hoëspoed 3-as vertikale metaal cnc mil...
-

H50 metaal draai cnc combo draaibank freesmasjien ...
-

BC6050 metaalvormmasjien van hoë gehalte





